漢語
漢語 English
English Espa?ol
Espa?ol
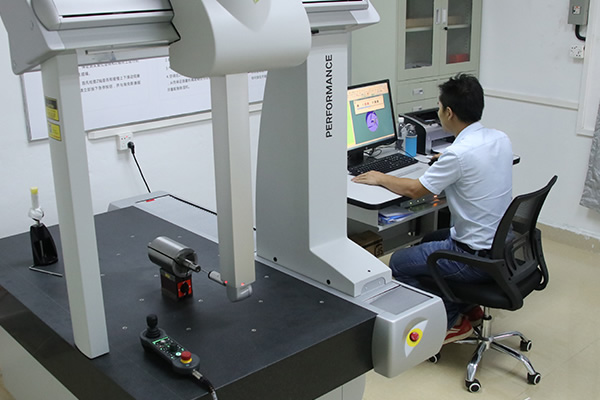
泵總體結構型式:
進口真空泵的泵體的布置結構決定了泵的總體結構。
立式結構的進、排氣口水平設置,裝配和連接管路都比較方便。但泵的重心較高,在高速運轉時穩定性差,故這種型式多用于小泵。
臥式泵的進氣口在上,排氣口在下。有時為了真空系統管道安裝連接方便,可將排氣口從水平方向接出,即進、排氣方向是相互垂直的。此時,排氣口可以從左或右兩個方向開口,除接排氣管道一端外,另一端堵死或接旁通閥。這種泵結構重心低,高速運轉時穩定性好。一般大、中型泵多采用此種結構。
网信购彩welcome泵的兩個轉子軸與水平面垂直安裝。這種結構裝配間隙容易控制,轉子裝配方便,泵占地面積小。但泵重心較高且齒輪拆裝不便,潤滑機構也相對復雜。

進口真空泵殼體的損傷,往往都是因機械應力或熱應力的作用而出現裂紋,雅之雷德機電科技其檢查與維修的方法:
1.裂紋檢查
网信购彩welcome用手捶輕擊殼體,如有破啞聲,則說明已破裂,要仔細尋找裂紋地點,必要時用放大鏡尋找。裂紋找到后,可在裂紋處先澆上沒有,擦干表面,然后涂上一層百分,并用錘再次輕擊殼體。不久,裂紋內煤油會侵蝕帶份,呈現一道黑線。即可判斷出裂的走向與長度。
2.裂紋修補的方法
网信购彩welcome如裂紋不在承受壓力或不起密封作用的地方,為防止裂紋繼續擴大,可在裂紋的兩端各鉆一個直徑5-6mm的止裂孔,壁厚大于6MM以上的可鉆直徑為7-8mm的止裂孔。止裂孔的文職應距裂紋末端5-10mm。
如裂紋在承壓的地方,應進行補焊,方法如下:
网信购彩welcome鉆完止裂孔后,沿裂紋鏟出50-70度的坡口,然后甩氣焊炬至200度作用,燒去油垢,用鋼刷清理焊口。用鑄308焊條作為底層過度層施焊,壁厚的可用結507焊條坐填充焊接。為不使焊縫太熱,不能連續焊接,每次以焊長30-40mm 為宜,當焊接一段焊縫后,立即用手捶輕輕鍛打,以消除內應力。
為提高焊接強度還可采取下列加強措施:在焊縫內加裝螺栓:膠狀螺栓的直徑等于被焊件厚度的40%。而且不能大于13mm,螺栓深度為直徑1.5-1.2倍,用絲錐套上螺紋,擰上螺栓后逐層按上法焊接。或垂直裂紋于是當位置鉆凱一些波形健的槽,用上述焊接法,焊填這些槽亦可加強焊縫強度。
對于承壓的進口真空泵殼體在補焊完了后,要裝配起來進行水壓試驗。試驗壓力為工作壓力的1.5倍,保持壓力的時間不得少于5min,試驗水壓力不能低于0.2MPA。
相關動態